Jak wygląda mechanizm wpływu wprowadzanego systemu kaucyjnego na wymiar technologiczny działania instalacji do sortowania odpadów komunalnych?
Dwa skutki wprowadzenia systemu kaucyjnego dla instalacji do sortowania odpadów
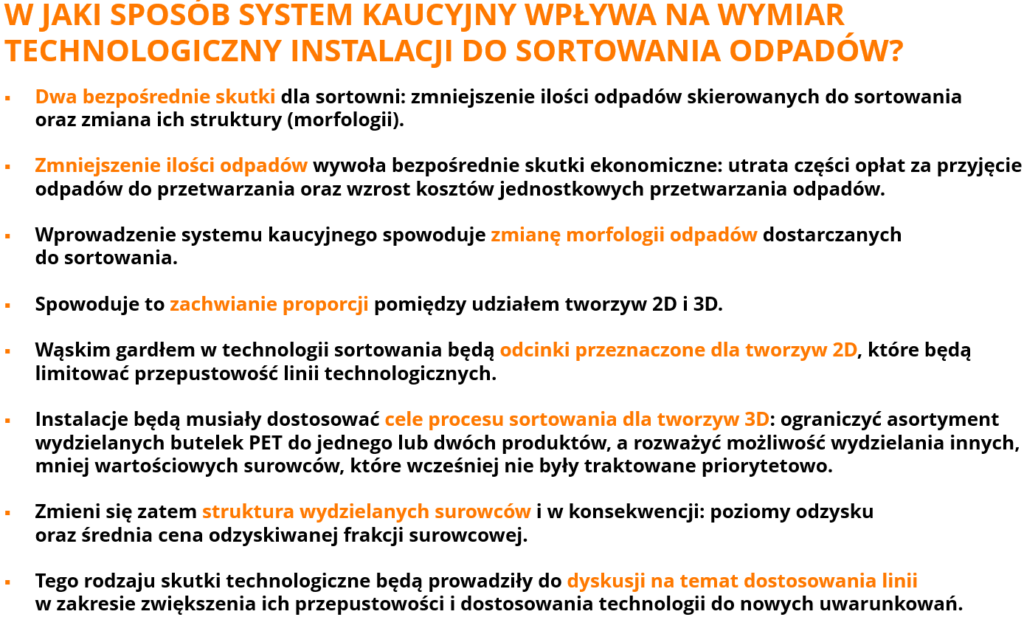
Przyjmijmy, że w konsekwencji wprowadzenia systemu kaucyjnego, masa butelek PET i puszek aluminiowych po napojach znajdujących się w strumieniach odpadów komunalnych zmieszanych i zbieranych selektywnie zostanie zredukowana o 80%. Z punktu widzenia technologicznego możemy mówić o dwóch bezpośrednich skutkach takiej zmiany dla sortowni: zmniejszeniu ilości odpadów skierowanych do sortowania oraz zmianie ich struktury (morfologii).
Zmniejszenie ilości odpadów kierowanych do sortowania znajduje bezpośrednie przełożenie na skutki ekonomiczne i oznacza utratę części przychodów z opłat za przyjęcie odpadów do przetwarzania. Ponadto w związku z mniejszą masą odpadów przyjmowanych do przetwarzania wzrosną koszty jednostkowe instalacji przeliczane na 1 Mg przetwarzanych odpadów.
Inne skutki wywołuje z kolei zmiana struktury (morfologii) odpadów dostarczanych do sortowania. Są one związane z rozwiązaniami technologicznymi zaprojektowanymi i wykonanymi do sortowania odpadów tzw. tworzyw 2D (lekkie, płaskie, typu folia) i tworzyw 3D (twarde, toczące się, typu PET, HDPE itp.). Na skutek wprowadzenia systemu kaucyjnego ulegnie zmiana w rozdziale tych dwóch rodzajów tworzyw.
Skutki wprowadzenia systemu kaucyjnego dla zaawansowanych linii sortowniczych
Bardziej zaawansowane i zautomatyzowane linie sortownicze zostały przewidziane na określoną wydajność dla tworzyw 2D i 3D, w proporcjach uwzględniających PET i puszki aluminiowe zawarte w strumieniach odpadów komunalnych zmieszanych bądź selektywnie zbieranych odpadach. Butelki PET posiadają obecnie najwyższy udział w tworzywach 3D. Zatem ograniczenie ich masy o 80% istotnie zmniejszy strumień tworzyw 3D i zmieni jego strukturę. Proporcje pomiędzy tworzywami 2D i 3D zmienią się na korzyść 2D. Odciążone układy 3D nie będą zatem w pełni wykorzystane. Wykonane wcześniej linie sortownicze, w większości przypadków, będą posiadały wąskie gardło w zakresie przepustowości sortowania tworzyw 2D i z tego powodu nie będą mogły zwiększyć (lub znacząco zwiększyć) ilości przyjmowanych odpadów, pomimo tego, że pozostanie rezerwa przepustowości na odcinkach technologicznych 3D.
Z kolei nowoprojektowane i budowane linie sortownicze winny uwzględniać implikacje wynikające ze zmiany struktury tworzyw 2D i 3D.
Dostosowanie manualnych procesów sortowania
Natomiast linie manualne, w których koncentracja uwagi skierowana jest przede wszystkim na wydzielenie najcenniejszych oraz łatwo identyfikowalnych i względnie prostych do wydzielenia butelek PET i puszek aluminiowych, ograniczą ich manualne wydzielanie, być może przenosząc część personelu sortującego do wydzielania innych, mniej wartościowych, ale też znacznie trudniejszych w wysortowaniu frakcji surowcowych. Z uwagi jednak na istotne ograniczenia manualnego sposobu sortowania, chęć uzyskania wyższej skuteczności wydzielania innych, trudniejszych do ręcznego sortowania frakcji surowcowych spowoduje zmniejszenie przepustowości lub konieczność zwiększenia ilości personelu. Każde z tych rozwiązań spowoduje wzrost kosztów sortowania w przeliczeniu na jedną tonę.
Podsumowując, poza zmniejszeniem ilości odpadów dostarczanych do sortowania, wprowadzenie systemu kaucyjnego w pierwszej kolejności spowoduje zmianę morfologii odpadów dostarczanych do sortowania. Spowoduje to zachwianie proporcji pomiędzy udziałem tworzyw 2D i 3D. Wąskim gardłem w technologii sortowania będą odcinki przeznaczone dla tworzyw 2D, które będą limitować przepustowość linii technologicznych. Instalacje będą musiały dostosować cele procesu sortowania: ograniczyć asortyment wydzielanych butelek PET do jednego lub dwóch produktów, a rozważyć możliwość wydzielania innych, mniej wartościowych surowców, które wcześniej nie były traktowane priorytetowo. Zmieni się zatem struktura wydzielanych surowców i w konsekwencji osiągane przez instalacje poziomy odzysku, jak również średnia cena wydzielanej frakcji surowcowej.
Tego rodzaju skutki technologiczne będą prowadziły do dyskusji na temat dostosowania linii technologicznych w zakresie zwiększenia ich przepustowości i dostosowania technologii do nowych uwarunkowań.
Tab. Mechanizm wpływu systemu kaucyjnego na technologię sortowania odpadów
Źródło: opracowanie własne.
W jaki sposób instalacje do sortowania odpadów mogą przygotować się na wprowadzenie systemu kaucyjnego?
I co teraz? Jak można wykorzystać taką wiedzę? W jaki sposób instalacje do sortowania odpadów komunalnych mogą zareagować na wprowadzany system kaucyjny?
W pierwszej kolejności instalacje mogą oszacować skutki wprowadzanego systemu kaucyjnego na ich kondycję ekonomiczną. Celem takiej analizy jest poznanie potencjalnej skali problemu dla danej instalacji.
W następnej kolejności możliwe jest określenie skutków technologicznych dla każdej instalacji. Taka analiza będzie bazą do poszukiwania indywidualnych rozwiązań, ponieważ dla każdej instalacji skutki wprowadzenia systemu kaucyjnego będą kształtowały się różnie.
Następnym etapem powinna być analiza propozycji rozwiązań skierowanych dla instalacji w ramach proponowanego w Polsce ROP. To właśnie mechanizm działania ROP będzie kluczowy dla tego, jak zareagują instalacje. Będzie on warunkował ich działania i dalsze decyzje. Rozwiązania w zakresie ROP zmienią uwarunkowania ekonomiczne działania instalacji, które trzeba wziąć pod uwagę poszukując efektywnych rozwiązań.
Ostatnim elementem przygotowywania reakcji instalacji powinna być analiza zmierzająca do podniesienia efektywności działania poprzez trzy czynniki.
- Roczna masa odpadów przyjmowanych do sortowania. W tym zakresie należy rozważyć, czy możliwe jest zwiększenie strumieni odpadów przyjmowanych do sortowania. Drugim pytaniem jest, jakie zmiany technologiczne są niezbędne dla zwiększenia przepustowości linii sortowniczej.
- Poziom odzysku frakcji surowcowych ze strumieni odpadów dostarczanych do sortowania. W ramach tego punktu należy zweryfikować potencjał surowcowy, który znajduje się strumieniach po procesie sortowania oraz sprawdzić, jakie rozwiązania technologiczne są możliwe, aby surowce takie odzyskać i skierować do recyklingu. Rozwiązanie leży w zwiększeniu intensywności procesu sortowania i polega na zwiększeniu poziomu odzysku frakcji surowcowych kierowanych do recyklingu.
- Średnia cena zbytu frakcji surowcowej na rynku w przeliczeniu na 1Mg. O tym czynniku przede wszystkim będzie decydował system dopłat po wprowadzeniu ROP. W ramach instalacji można jednak rozważyć, czy zasadne byłoby np. głębsze rozsortowanie lub lepsze doczyszczenie frakcji surowcowych i tym samym stworzenie możliwości do uzyskiwania wyższych cen sprzedaży surowców.
Wynika stąd, że instalacje czeka kolejny etap dostosowania się, czyli modernizacji. Nie zawsze będzie ona jednak celowa czy opłacalna, a rozwiązania w każdym przypadku będą kwestią indywidualną, wynikającą ze specyfiki danej instalacji.
W niektórych przypadkach wystarczające mogą okazać się natomiast rozwiązania optymalizujące proces sortowania odpadów bez konieczności ponoszenia dodatkowych nakładów inwestycyjnych.
Więcej, bardziej szczegółowo i kompleksowo przeczytasz w tekstach umieszczonych w zakładce Analizy.